青岛西海岸新区世纪大道867号
青岛西海岸新区世纪大道867号 13361277779
13361277779 15908950799青岛西海岸新区世纪大道867号13361277779 15908950799
15908950799青岛西海岸新区世纪大道867号13361277779 15908950799





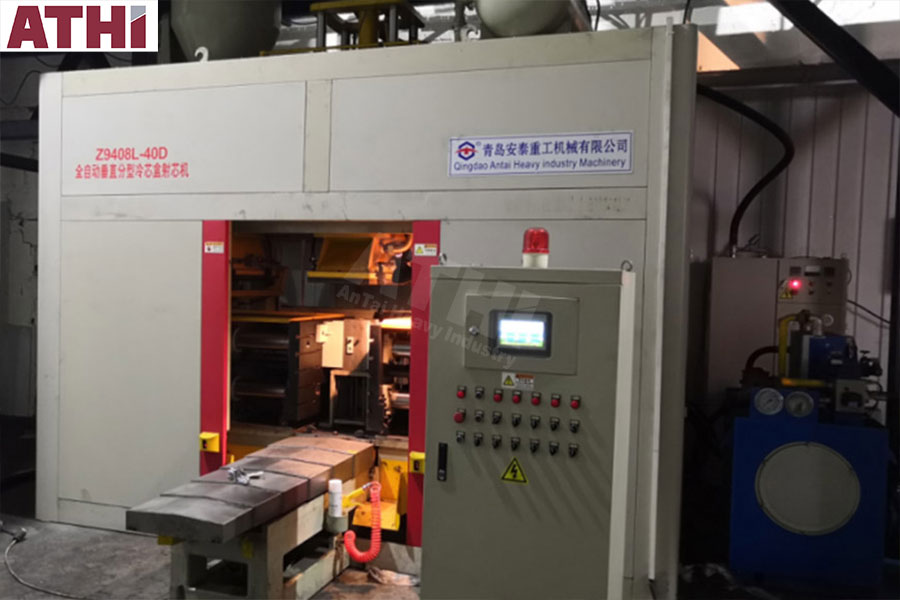
产品介绍:
是铸造行业广泛使用的热芯盒射芯机。双工位设计采用立式双动模单定模。可以安装两套不同的模具。适用于铸造汽车、阀门、机床等中小型铸芯。是铸造企业提高产品质量和生产效率的理想选择。
产品特点:
适用于垂直分型模具。它可以通过加热酚醛树脂覆膜砂来生产壳芯或实心芯,效率高,砂少,气体少。
PLC程序控制、液晶屏参数设定、过程显示、故障诊断。
手动/自动/点动控制,自动数显温度控制。
两种控制程序分别产生壳芯或实心芯。将模板翻转180°±30°,倒空残砂,制成壳芯,不能翻转的可作为实心芯使用。
高频淬火硬质镀铬导轨,使用寿命长——回转缸液压缓冲,反转平稳无振动,回转环不缠绕。
取芯方式为开模取出,活动模板叉90°顶芯,平板小车取座,上翻90°取砂芯。
射芯机有单工位和双工位两种。Z956SG双工作站机型可同时完成两套模具及模具横向抽气功能。
驱动方式有气动、液压、气液联合驱动。
模具、射砂板快换装置、送砂装置、以及为用户提供的固定板调节功能。
技术参数:
| 物品 | Z955(SG)-15 |
Z956(SG)-25 |
Z957(SG)-40 |
Z958(SG)-45 |
Z959(SG)-45 |
Z9510(SG)-15 |
芯盒最大尺寸(mm) |
500×500×300 |
600×600×400 |
700×700×400 |
800×800×450 |
900×900×500 |
1000×1000×400 |
图案开合距离(mm) |
250~650 |
250~800 |
300~800 |
300~900 |
300~900 |
400~1000 |
最大射砂量(kg) |
15 |
25 |
40 |
45 |
50 |
60 |
单工位循环时间 |
15 |
20 |
20 |
30 |
30 |
35 |
驱动方式 |
气动/液压 |
气动/液压 |
液压式 |
液压式 |
液压式 |
液压式 |
取芯方式 |
内置/移出 |
内置/移出 |
内置/移出 |
移出 |
移出 |
移出 |